Steel Protection
By Hot Dip Galvanizing & Duplex Systems
Information courtesy of: HOT DIP GALVANIZERS ASSOCIATION SOUTHERN AFRICA
The Reactions Between Iron & Zinc
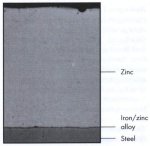
A hot dip galvanized coating is formed by interaction between iron and molten zinc with the formation of a series of iron/zinc alloys which bond the coating metallurgically to the substrate. These alloys are normally over coated with a layer of relatively pure zinc which displays the silver appearance associated with a hot dip galvanized coating. Although in most instances, suitably cleaned steel dipped into molten zinc will display this silver appearance, there are instances when reactive steels produce coatings that are thicker than normal and aesthetically less appealing. Figure 23 shows a micrograph of the typical structure of a thick hot dip galvanized coating.
Factors which Influence the thickness and metallurgical structure of a hot dip galvanized coating
The factors which determine the overall thickness and metallurgical properties of a hot dip galvanized coating are; the composition and metallurgy of the steel, zinc temperature, immersion time, alloying additions to the zinc, withdrawal rate of article from the molten zinc, surface condition and thickness of the steel.
7.1 COMPOSITION AND THE METALLURGY OF THE STEEL
High reactivity during galvanizing of carbon steels has been observed for more than half a century. Due to changes in steel making practice and particularly with the introduction of continuous casting, this phenomenon now occurs more frequently. With the continuous casting process, either silicon or aluminium is added to the steel as deoxidising agents. These steels are respectively known as aluminium-killed and silicon-killed steels. While aluminium additions to steel have no effect on the structure and thickness of a galvanized coating, the same cannot be said for silicon which has for many years been well documented as a major cause of increased alloy layer growth during hot dip galvanizing.
Aluminium-Killed Steels
When aluminium killed steel is immersed in molten zinc, the initial iron/zinc alloy produced is such as to impede growth of further alloy layers. Thinner coatings are therefore produced (figure 26).
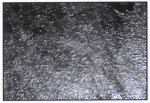
When the zinc in the outermost layer solidifies, the surface becomes smooth and takes on a slightly bluish metallic lustre. In some cases, especially that of thin sheet, the zinc can solidify in the form of randomly pointed crystals, which give the surface a distinct " spangle" finish.
Figure 23. Cross-section of the zinc layer farmed by hat dip galvanizing an a relatively reactive steel. Eta layer with 0.03% Fe; Zeta layer with 58-6.7% Fe; Delta layer with 7- 11.5% Fe; Gamma layer with 21 - 28% Fe.
The spangle finish, is just a particular form of crystal formation, which depends on factors such as the solidification rate. It gives no indication of good or bad quality hot dip galvanizing. Further, the spangle finish is of no significance to the corrosion resistance of the zinc coating.
In continuous hot dip galvanizing of sheet, the size of the spangle can be controlled (Chapter 5). This is not possible in general hot dip galvanizing.
Silicon-Killed Steels
The constituent of steel, which has the most powerful influence on the reaction between iron and zinc is silicon (Si). In the making of steel, silicon is added during the process to remove oxygen.
|
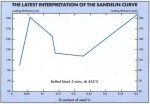
Figure 24. Relationship between silicon content of steel and thickness of zinc coating for a dipping time of 3 minutes at 455C. The curve is an average curve. Significant variations can occur between steels with the same Si content but from different charges. The high reactivity is between 0.05 and 0. 125% Si. This called the Sandelin Effect. |
Figure 25. Relationship between dipping time and thickness of zinc coating in steels with different silicon contents. The curves are average curves, based on experiments and practical experience. Significant variations can occur between steels with the same silicon contents, but from different charges. |
Silicon influences the reaction between zinc and iron in such a way that the crystals in the outermost alloy layer (the zeta phase) are formed either as small grains (figure 27) or as long stem-like crystals (figure 28).
Zinc from the bath is able to penetrate nearly all the way down to the steel surface. The reaction is not retarded, but remains rapid throughout the period during which the object is immersed in the zinc. The thickness of the coating therefore increases considerably with increased immersion time (see Relationship between dipping time and thickness of zinc coating in steels with different silicon contents - figure 25) and the coating generally becomes relatively thick.
It should be noted that the structure of the alloy layer described above does not mean that the coating will be porous, or full of cavities. The space between the alloy crystals is always filled with pure zinc. With silicon-killed steels, therefore, the same compact metallic coating is obtained throughout as with aluminium-killed steels.
However, the influence of silicon does not increase linearly with increasing concentration, but follows the curves shown in figure 24 (the latest interpretation of the Sandelin Curve) which gives only typical values.
The Sandelin curve has been misinterpreted by some to indicate that high reactivity in galvanizing results from the presence of silicon alone with a reactive peak between 0.05 - 0.125% Si.
|
Figure 26. Cross-section through zinc coating on aluminium-killed steel. |
Figure 27. Cross-section through zinc coating on silicon-killed steel with 0.06% Si Hot dip galvanizing carried out at 460C. |
|
Figure 28. Cross-section of a coating on a silicon-killed steel with 0.26% Si Hot dip galvanizing carried out at 460C. |
|
More recently, the important role played by phosphorus has been recognised either in combination with silicon or alone. It has been said that the influence of phosphorus as an accelerator, is of equal importance to silicon in the iron zinc reaction.
It would seem that phosphorus suppresses delta layer formation but encourages zeta phase growth while the gamma layer becomes discontinuous. This observation is confirmed by practical studies, which have shown that an excessively thick and brittle coating caused by a high phosphorus content in the steel, is prone to delamination in its entirety from the steel substrate. In contrast, coatings which are prone to flaking, due mainly to reactive silicon content of steel, are partially detached in the vicinity of the zeta/delta interface with the result that the steel substrate is not exposed. The remaining adherent coating can vary in thickness from about 15m to as much as 40m.
Upon withdrawal of the article from the zinc bath, a layer of zinc adheres to the alloy layer, even on silicon-killed steels. However, the reaction speed in these steels can be so high that the pure zinc layer is transformed completely to iron/zinc alloys before the hot article has had time to cool down. The reaction does not cease until the temperature of the article has dropped below 300C.
It is for this reason that galvanizers who are in the process of galvanizing thick reactive steel, can to a degree, avoid the possibility of a total iron/zinc alloy coating forming, by immediate water quenching. It must, however, be borne in mind that immediate quenching can increase distortion in articles that have a propensity for that condition.
The iron/zinc alloy formation can therefore extend to the surface of the coating, which would then be matt, rough and light to dark grey in colour. The colour is determined by the proportion of iron/zinc crystals that are mixed with pure zinc on the outer surface of the coating - the more pure zinc, the lighter the surface; the higher the iron/zinc content, the darker the surface.
Welding of non-reactive steel to reactive steel, can result in two different coating thicknesses, when the article is hot dip galvanized (figure 29). For coating uniformity, both in appearance and in coating thickness and hence corrosion resistance, similar steels should be selected for the same fabrication.
Weathered hot dip galvanized coatings
Where iron/zinc alloy crystals are exposed, the outer surface of the coating sometimes shows signs of rust staining after a few years in service. This is not necessarily an indication that the coating has corroded away. Invariably adequate protection of the underlying steel exists, (see page 37. Reddish-Brown Discoloration and figures 30 and 31).
Often a hot dip galvanized surface is not uniformly grey, but has a blotchy appearance with a mixture of matt grey and shiny areas. The reasons for this can be many - the concentration of silicon (primarily), phosphorous and sulphur or other elements in the steel surface; stresses in the steel surface: the heat treatment and structure of the steel - all such factors influence the sequence of reactions. Even the cooling process of the steel after galvanizing influences its appearance.
| CLASSIFICATION | SILICON CONTENT (mass %) |
PHOSPHORUS CONTENT (mass %) |
STEEL REACTIVITY |
COATING APPEARANCE |
| 1 (figure 36) |
0 - 0.035 | 0 - 0.025 | Generally normal but occasionally low |
Few defects. Occasional thin coatings
that are below specification. |
| 2 (figures 31 and 38) |
0 - 0.04 | 0.025 - 0.035 | Generally normal. | Localised defects due to outbursts of
zeta alloy. (e.g.. 'pimples' or 'tree bark effect, particularly on tubular and curved sections) |
| 3 (figure 39) |
0 - 0.04 | > 0.035 | High, especially with high phosphorus content |
Pronounced surface defects high tendency to flake |
| 4a (low phosphorus) (figure 40) |
0.04 - 0.135 | < 0.01 | Moderate, increasing with silicon content |
May appear normal with few defects |
| 4b (high phosphorus) (fig ure 41) |
0.04 - 0.135 | 0.01 to 0.03 | High | Generally few defects |
| 5a (low phosphorus) |
0.135 - 0.35 | < 0.03 | High, but generally thinner coatings than on class 5b |
May appear normal with few defects |
| 5b (high phosphorus) |
0.135 - 0.35 | > 0.03 | High | Tendency to flake, especially with high phosphorus content |
| 6 (figure 42) |
> 0.35 | > 0 | High, and increasing with silicon content |
Tendency to flake, increasing with phos phorus content |
Table 16. Reactivity classification for steels. Coating appearance con be misleading When specifying steel for specific applications e.g. architectural features, the information under the heading "Steel Reactivity" must be taken into consideration, i.e. high reactivity may be regarded as aesthetically less acceptable.
Zeta crystals have a tendency to grow out at right angles from the steel surface. On flat and convex surfaces, therefore, the crystals grow without disturbing each other. The molten metal is able to penetrate between the crystals and promote growth. On concave surfaces, dips and depressions, however, the crystals block each other and inhibit growth.
It is important to emphasise that continuous sheet and wire processes differ radically from the general galvanizing process, particularly with respect to immersion time. Immersion time plays a significant role in determining the ultimate structure and thickness of the coating.
Arising from research carried out by the International Lead Zinc Research Organisation (ILZRO), reactivity classifications shown in table 16 have been established. The classes in the table demonstrate the separate and combined influences of both silicon and phosphorus in the mechanism by which a hot dip galvanized coating is formed. Six classes have been identified. The conclusions reached are based on varying immersion times at a zinc temperature of 455C.
Class 1. This class is the recommended steel for hot dip galvanizing when aesthetic appearance is important, e.g. Architectural applications and highly visible structures such as lighting masts and street furniture. These steels are also the most suitable for structures, which of necessity, require long immersion periods in the zinc (figure 36).
Class 2. This class will provide coatings with a reasonable appearance provided the immersion periods are not extended. The class may show frequent local outbursts of reactive coating - either pimples, striation or tree bark effect, giving localised coating thickness up to 500m thick. Tubular or curved sections show these effects at lower Si and P contents (figures 37 and 38).
Class 3. This class will provide thick and rough coatings with little or no eta (pure zinc) layer. Poor adhesion will result when extended immersion times pertain. Frequent surface defects: poor appearance and easily damaged. At phosphorus levels greater than 0,4%, an acceptable coating is not possible to achieve at normal immersion times (figure 39).
Classes 4a, 4b and 5a. These classes are suitable for heavy-duty coatings (coating thickness greater than 105m). Coatings in these classes may develop a tendency to be brittle and flake when damaged, if steel contact with the molten zinc exceeds about ten minutes (figures 40 and 41).
|
Figure 29. Micro graph showing the hot dip galvanized coating thickness of two different steels welded together. |
Figures 30 and 31. The galvanized coating is sometimes not uniformly grey but has a blotchy appearance with a mixture of malt, grey and shiny areas. Signs of red rust staining after several years in service is not necessarily on indication that the coating has corroded away. |
Classes 5b and 6. These classes are not recommended for hot dip galvanizing except where immersion periods can be kept down to two or three minutes. This is frequently not practical in a production line (figure 42).
Some other conclusions reached from this research which dispel previous misconceptions are as follows:
Silicon and phosphorus contents are jointly the most important factors in influencing high reactivity in hot dip galvanizing.
Other elements in commercial grade steels have a lesser influence on the formation of a hot dip galvanized coating.
The bulk analysis of steel can be used reliably to predict the type and thickness of a hot dip galvanized coating.
There is no evidence that high reactivity is caused by segregation of elements at the steel surface.
Neither prolonged pickling, stripping and regalvanizing or abrasive blast cleaning will alter coating structure but these factors may increase coating thickness.
7.2 ZINC TEMPERATURE
The reaction between iron and molten zinc is influenced by zinc temperature. Iron is dissolved by diffusion and this results in the growth of alloy layers on the steel surface. The formation of the alloys creates a barrier between the zinc and iron and this has the effect of retarding the diffusion rate.
With increasing temperature up to about 485C. diffusion accelerates slowly, causing a slow but constant increase in coating thickness, following a parabolic time law. Above 485C and up to about 530C, coating growth is more or less linear with time (regardless of steel composition) after which the reaction reverts to a parabolic time law (figure 32).
At a zinc temperature in the vicinity of 510C, the reaction between liquid zinc and steel is so severe that a steel galvanizing bath manufactured from 50mm thick plate will perforate within the space of about sixty days. The normal life of a bath at temperatures below 460C is six or seven years.
Normal galvanizing is carried out at temperatures below about 460C. Hot dip galvanizing at temperatures in excess of 470"C is not recommended.
At the normal galvanizing temperature range (440C to 460C), a reduction in alloy layer growth can be achieved for a given immersion time by galvanizing at the lowest possible temperature when reactive steels are encountered. Figure 33 illustrates the effect of temperature on coating thickness in relation to the Sandelin reactivity curve. Galvanizing at temperatures below about 438C is not practical since this is too close to the melting point of zinc (419.5C).
7.3 IMMERSION TIME
The degree to which immersion time influences coating growth at normal galvanizing temperatures, is determined by steel composition. At higher temperatures (> 485C) all steels react more or less in a similar manner. In the case of aluminium killed steels with low Silicon and Phosphorus contents, extended periods of immersion at normal galvanizing temperatures result in only a slight increase in ultimate coating thickness, e.g. if a coating thickness of 85m is achieved at a given zinc temperature in 5 minutes, doubling immersion time to 10 minutes is unlikely to increase the coating thickness by more than about 10m. In contrast, with steels prone to high reactivity galvanizing (reactive levels of Si and/or P), the ultimate coating thickness can well increase by 50 to 100% over similar dipping periods.

Figure 32. The influence of temperature on diffusion of iron in molten zinc.
When feasible, reducing immersion time remains the most practical method available to galvanizers for avoiding excessive coating growth. The main difficulty arises with structures where the configuration necessitates manipulation while under the molten zinc, particularly in the case of tubular components where zinc is required to penetrate and coat internal surfaces and then be allowed to drain out of the product on withdrawal. It is recommended that optimum sized fill and drainage holes be used when fabricating a tubular structure. Failure to comply with this requirement frequently renders extended immersion periods to be unavoidable.
7.4 ALLOYING ADDITIONS TO THE MOLTEN ZINC
Aluminium
The presence of aluminium in the molten zinc retards the initial formation of Fe/Zn alloys, even at low concentrations (≤0.007%). When extended immersion cycles are unavoidable, the influence of aluminium on coating growth is not effective, although it may improve surface appearance.
Aluminium additives have impacted positively in the galvanizing of continuous strip. Thin sheet with aluminium alloyed coatings have been commercially available under various trade names for a number of years. They contain different levels of aluminium and other additives. Similar coatings applied by the bath process, require special fluxing agents and have to date had limited success.
Nickel
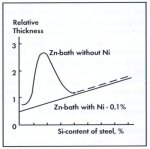
Additions of 0.06% nickel can retard excessive alloy formation but nickel is only a partial solution. While it controls coating structure and thickness for steels containing less than 0.2% Si, it fails to control alloy growth for steels with a higher silicon content (figure 34). The nickel-zinc concept can also result in thicknesses below the specified minimum in the case of coatings applied to less reactive steels.
It would seem that nickel does not retard the zinc iron reaction but rather that alloy is released into the molten zinc as it forms. This results in an increase in dross formation in the galvanizing bath.
Vanadium and Titanium
Recent research has shown that additions of vanadium and titanium to the molten zinc in the galvanizing bath can overcome the problem of reactive steel galvanizing. The coatings produced consist of uniform layered microstructures similar to those found in coatings on non-reactive steels.
Negative aspects of this development are an increase of approximately 25% in metal cost (which could be offset to a degree by lower overall consumption) and a substantial increase in oxide formation on the surface of the molten zinc in the galvanizing bath.
7.5 THE WITHDRAWAL RAIL OF THE ARTICLE FROM THE MOLTEN ZINC
The principle of good galvanizing is rapid immersion and slow withdrawal. For instance, if an article is withdrawn at 3,0m/minute as opposed to 1,0m/minute the resultant coating thickness will be greater by about 30%. as molten zinc is dragged out of the bath.
7.6 SURFACE CONDITION
Varying surface roughness of the steel leads to variations in thickness of the coating. The rougher the surface of the steel, the thicker the coating. Depending on the type of steel and the surface profile, preparation treatment such as abrasive blasting can result in a 15 to 25% thicker coating. Steel that has been severely attacked by rust, or pickled without inhibitors, also results in increased coating thickness.
7.7 THICKNESS OF THE STEEL
The thickness of the steel influences the coating thickness - the thinner the steel, the thinner the coating. This applies especially to silicon-killed steels. One reason for this is that articles fabricated from thinner steels, generally require shorter immersion times. It is for this reason that when reactive thinner steels are welded to non-reactive thicker steels, inordinately thicker coatings may result on the thinner steel. This thicker coating may be aesthetically less acceptable and prone to brittleness and therefore potential damage, particularly on edges. Working, rolling and heat treatment of the steel can vary, leading to different reactions in the zinc bath.
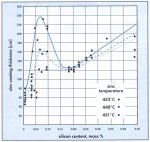
Figure 33. Both temperature effect on the Traditional Sandelin Curve.
The composition of the zinc bath cannot be varied in ordinary hot dip galvanizing. Zinc used for hot dip galvanizing usually contains a minimum of 98,5% zinc. Zn2 with a purity of 99,95% is also often used. When high purity zinc is used, a little lead (max 1%) and aluminium (max 0,007%) is sometimes added to the bath for technical reasons. Refer to SABS 20 and ISO 752.
Of all the precautions that a galvanizer can implement to avoid excessive alloy layer growth on high reactivity steels, the shortest possible exposure to the liquid zinc, coupled with a low zinc temperature (440C). Is the most effective.
7.8 THE IRON / ZINC REACTION IN CONTINUOUS GALVANIZING
In continuous hot dip galvanizing of sheet, the stock material consists of cold-rolled steel strip of a composition suited to the method. The immersion time is very short, and the temperature is kept within narrow limits. The zinc bath is alloyed with a small amount of aluminium (approx. 0.2%), which has the effect of retarding the iron/zinc reaction in short immersion times. The alloy layer will be thin, approx. 1 - 2m. with the remainder of the coating consisting of
pure zinc (figure 35).The iron/zinc alloys are relatively hard and brittle. However, since they have to a large extent been replaced by soft zinc. continuously hot dip galvanized sheet can be bent, curved, folded, press-formed and even deep-drawn without the coating cracking or flaking off.
|
Figure 34. Relationship between the silicon content of steel and thickness of zinc coating when hot dip galvanizing in alloyed zinc (0. 1% Ni) (Traditional Sandelin Curve). |
Figure 35 Micrograph showing zinc coating on continuously cooled sheet. |
Thin sheet can even be coated with aluminium-alloyed zinc, which gives some what better protection against corrosion in severe environments. Some common brand names include Galfan (5% aluminium), and Aluzink, Galvalume or Zincalume (55% aluminium)
|
Figure 36. Reactivity classification 1. |
Figure 37 Reactivity classification 2. |
|
Figure 38. Surface appearance ala steel showing the outbursts illustrated in figure 37 |
Figure 39. Reactivity classification 3. |
|
Figure 40. Reactivity classification 4a. |
Figure 41. Reactivity classification 4b. |
|
Figure 42. Reactivity classification 6. |
|
![]()