|
Troughed Conveyor Belting |
|
Beginners' Guide
Basics of Troughed Conveyor Belting
This section deals exclusively with belting for troughed belt conveyors.
a) Background
The fundamental purpose of a conveyors' belt is to carry the loaded material along the length of the conveyor structure, from the feed point at the tail of the conveyor, to the discharge point at the head of the conveyor.
Belting has been developed over many years to fulfill this very purpose in the most cost-effective manner and with the highest practical degree of reliability.
Some 40 to 50 years ago conveyor designers and belting manufacturers recognized the need to diversify into producing 'special' types of belting which were different from the main-stream, standard type of belting. This need was borne out of the fact that at that time conveyors were being recognized as a serious method for transporting products in bulk over longer and longer distances, at ever-increasing rates !
Belting was therefore 'tailored' to suit different applications such as larger particle sizes which would introduce greater impact loads into the belt; higher material temperature resistance to convey warm products in process plants; oil-resistant belting which be suitable for transporting oil-contaminated products including food-stuffs.
The longer conveyors were made and the greater the load transported, the higher the tensions became and so fabric belt carcasses were strengthened by introducing additional plies and using different raw materials as a basis for manufacture. The demand for even longer and higher duty conveyors finally gave rise to the introduction of the steel cord belt which is so prevalent today.
The variety of troughed conveyor belting available is extensive and within each category of belting there is often a list of sub-categories of belting products which satisfy niche markets throughout the world. Indeed, the diversification and specialization which is taking place appears to be an on-going process as new applications for conveyors are found.
It is therefore important that designers remain informed of developments in conveyor belting.
The purpose of this Handbook is to introduce the learner to some of the fundamental considerations which prevail in all troughed belt conveyor applications including an explanation of the terminology of belting, issues which determine the selection of a particular belt and the industry standards applicable to troughed belting.
b) What does a conveyor belt look like ?
There are two basic categories into which all troughed conveyor belting falls namely, Fabric Belting and Steel Cord Belting.
Externally both types of belt appear to be identical however, the difference is in the internal structure of the belt.
The internal structure or carcass of a belt dictates the tensile strength of the belt. In fabric belts the carcass comprises 'plies' or mats of reinforced fabric separated by cushioning layers. Steel cord belts on the other hand have a series of steel cables embedded into the belt, separated by rubber. When tension is applied to the belt, the carcass absorbs the force. The greater the required tensile force to move the transported material, the greater is the required strength of the belts' carcass.
In both fabric and steel cord belts, the carcass is covered by rubberized covers to protect the carcass or cables.
 |
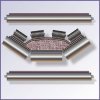
When the belt is installed into a conveyor structure, it is supported by means of idlers on the carrying and return strands as indicated in the graphic.
The two 'side' or 'wing' idlers are set at an angle of between 15 and 45 degrees to the horizontal. The result is that the belt forms a distinctive 'trough' into which the material is deposited and hence the term 'troughed belt conveyor'.
|
c) Types of troughed conveyor belting
Fabric and steel cord belting are discussed in more detail below :-
- Fabric plied belting
|
Fabric plied belt (Click on thumbnail for full image) consists of a single or multi-layered series of synthetic fabric layers (1) interlaced between rubber based shock absorbent layers (2).
The "top" and "bottom" sides of the belt consist of hard wearing, abrasion and cut resistant, rubber covers (3).
These covers protect the belt from damage, especially at the loading points of the conveyor.
|
 |
- Steel cable belting
 |
Steel cable belting consists of steel and rubber only. Sometimes there are fabric plies involved.
Click on thumbnail for full image.
Steel cable belts consist of steel cables (6) manufactured from high tensile steel wire (7).
These steel cables are surrounded by a layer of high grade rubber (8) to facilitate adhesion to the outer covers and to improve lateral tear resistance.
As with fabric belting the "top" and "bottom" sides of the belt consist of hard wearing, abrasion and cut resistant, rubber covers (9).
|
d) Alternative designs of conveyor belting
As is explained in "Beginners Guide to Troughed Belt Conveyors", there are a number of alternative designs of belt conveyor systems available in the market, each with its own capabilities, advantages and disadvantages.
The troughed belt conveyor design however is the most commonly used design.
Diagrams of these alternative conveyors can be seen by clicking on the various thumbnails. The
design and structure of the belting used in each of the different types of belt
conveyor technologies, is usually different.
This Handbook comprises specific sections (refer to contents bar at top of your screen) which deal with each of the more popular types of conveyor seen here.
e) Troughed Belt Selection Criteria
The procedure for selecting a conveyor belt for any given application involves the evaluation of a number of factors pertinent to the installation.
The designer must bear in mind that there is a variety of 'standard' belts to choose from and that the properties of each belt have been incorporated to suit a number of basic criteria such as hot material, large or small lump size, etc.
The following fundamental criteria must be considered by the engineer for each belt selection.
- Tension rating
| All conveyor belts have been rated according to the operating tensions they will be able to withstand. Usually this tension rating is expressed in kN/m of belt width. |
Standard tension table
- fabric belting |
These ratings have been standardised within the industry and normally include a generous factor of safety i.e. 6.7 : 1 and 10 : 1 for steel cord and fabric belting respectively.
| Standard tension table
- steel cord belting |
The conveyor designer will calculate the maximum tension generated within any given conveyor system and will ensure that the belt selected satisfies this maximum calculated tension. |
- Load support and number of plies (fabric belting only)
|
The selection of the conveyor belt must also ensure that the full load of material for which the conveyor has been designed can be supported on the belt, as the belt spans between two idler sets.
|
 |
Belting manufacturers supply tables for fabric belting which reflect the number of plies recommended for a belt, based on the various types and grades of material to be transported on the belt.
| Minimum number of plies
- fabric belting |
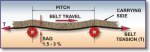
These tables are sufficient as a guide where idlers pitches are based on industry standards and will generally limit the sag between idlers to a maximum of 2% of the idler pitch, when standard conveyor belt tension calculation practice is applied.
|
- Troughability
|
In addition to the selection of a belt based on the minimum number of plies, the stiffness of a fabric belt across its width is affected by the number of plies in the belt i.e. more plies results in a stiffer belt. If the belt is too stiff, it will not seat correctly in the troughed idler sets (see adjacent) in an empty condition. This often results in misalignment of the belt relative to the conveyor structure.
|
Pic showing belt not seating vs correct seating |
| Maximum number of plies
- fabric belting |
It is therefore also important to select a belt which is not too stiff for the given troughing angle. Manufacturers produce a standard table indicating the maximum number of plies in a fabric belt for various troughing angles and belt widths. To view this table, click this thumbnail.
|
In the case of steel cord belting where the steel cables are parallel to the centerline of the belt, the belt is far more flexible than the equivalent fabric belt across its width. If a steel cord belt is selected in line with the standard design procedures, the troughability of the steel cord belt should not be a
concern, however it must be checked.
- Minimum pulley diameter
The diameter of pulleys utilised within a conveyor system must be selected giving consideration to the flexibility of the belt as the belt navigates the pulley circumference.
Where a pulleys' diameter is too small, the belting is wrapped too tightly and is flexed (forced) around the pulley circumference generating excessive internal stresses which progressively damage the belts' integrity and result in premature belt failure.
Belting manufacturers supply tables reflecting suggested minimum pulley diameters for different belt classes. These tables assume that the belt classes reflect the maximum tensions that the belt will be subjected to as it passes around the various types of pulleys. For this reason the tables (view by clicking below) differentiate between 'high tension' and 'lower tension' pulleys.
- Type of covers
Depending on the application and material to be conveyed, the designer should select the type of belt covers. There are a number of standard types or 'grades' of belt covers available in the market which have been developed for different applications.
The following grades of belting are commercially available although manufacturers should be consulted to confirm local availability.
| Cover
Grade |
Temperature |
Service Conditions |
| M |
Normal Temp. |
Heavy Duty Service
Superior in abrasion resistance, cut and gouge resistance.
Suitable for conveying large sized lumps, sharp and rugged materials. |
| N |
Normal Temp. |
Normal Duty Service
Superior in abrasion resistance but inferior to grade M in cut-and-gouge
resistance. |
| B (G) |
Normal Temp. |
General Light Duty Service
Suitable for conveying moderately abrasive materials and small sized
materials. |
| SA |
Normal Temp. |
Super abrasion resistance
Suitable for conveying materials tending to cause fast wear on belts. |
| HRS |
Belt Surface: max. 100C
Material: max. 200C |
Superior in heat resistance and also in
cut, abrasion and tear resistance.
Suitable for conveying the following materials:
Hot sintered ore, hot pallet, hot clinker, hot chemical, fertilizer,
etc. |
| HRE |
Belt Surface: max. 150C
Material: max. 400C |
Highly exellent in heat resistance and
also superior in abrasion resistance,
cut and tear resistance.
No cracks will result. So suitable for hot materials.
Typical applications:
Hot clinker, hot cement, hot powder, hot sintered ore, hot chemical,
fertilizer, etc. |
| OHR |
Material: max. 100C |
Oil & Heat Resistance
Having oil resistance suitable for conveying hot materials.
Recommendable for conveying the material containing some mineral oil. |
| OR |
Normal Temp. |
Oil Resistance
Excellent in oil resistance, lubricating oil, animal fat, mineral oil,
oil treated coal, phosphate involved oil, vegetable oil, fish oil, corn
oil, etc |
| FR |
Normal Temp. |
Fire Resistance
Resistant to flame propagation. Extremely low burning rate.
Suitable for underground operation. |
- Belt cover thickness In addition to the selection of an appropriate belt cover 'grade', the thickness of the belt covers in both fabric and steel cord belting must be of sufficient thickness to suit the application.
|
Belting manufacturers have developed standard tables reflecting suggested minimum top (carry side) cover thickness based on an 'impact exposure frequency factor' as well as characteristics of materials being conveyed. These tables can be viewed by clicking the adjacent thumbnails.
|
Cover thickness
- fabric belting Cover thickness
- steel cord belting |
Bottom (pulley side) covers are not normally subjected to loading conditions and in general the minimum recommended cover thickness as recommended by the manufacturer may be applied.
- Belt thickness and mass
The overall thickness and mass of a conveyor belt is a function of the standard carcass thickness for the selected belt plus the thicknesses of the top and bottom covers.
The thicknesses of the carcasses for fabric and steel cord belting are provided by manufacturers in tabular form and can be viewed by clicking on the appropriate icons below.