
Conveyor Upgrading and Reliability Improvement in Power Stations, Ports and Processing Industries
A. Harrison, USA
Courtesy : Trans Tech Publications - Bulk Solids Handling Journal
Small plant conveyors are often neglected when system reliability issues are addressed, however site experience indicates that many power stations and refinery operations continue to accept problematic conveyors, with downtime being masked only by the intermittent requirement for the conveyors to be on-line. With increased feeder and throughput demands, these inadequate conveyors become a bottleneck to reliability and availability. This paper addresses issues that create bottlenecks, and illustrates proven pathways for technical solutions to existing conveyor problems.
1. Introduction
Processing plants encompass coal handling washeries, refineries, small tonnage high-value ore upgrading mines, treatment plants, power stations and chemical processing plants. Many of these plants handle powder-like materials with traditional belt conveyors: small tonnage, low-speed, short length, in-plant fabric belts. The belting is usually inexpensive compared to the conveyor structure, and in many cases, considerable effort is needed to operate these small conveyors without downtime. Some of the causes of downtime of small in-plant conveyors include,
dust and fines spillage
wet fines buildup, turning into hard masses
dust, creating an explosion hazard
flooding of the discharge transfer
problems with transport of fluidized or aerated product
conveyor component wear (belting and idlers)
splice failure in single and bi-directional belts
drive problems in stacking/reclaim modes of operation
belt edge damage from mistracking
overloading the conveyor resulting in slip and shutdown
transfer spillage due to belt dynamic issues
belting degradation due to product characteristics
belting degradation due to structure conditions
and there are many more points that could be added to such a list. Each plant will have its own set of problems, whether recognized or not, that make that particular plant unique. One reason for listing major points of concern, such as shown above, is that it permits the plant engineer to separate the nature of issues into distinct categories. Each of the points listed above can usually be reduced to the following 5 categories.
- original design inadequacy
- inadequate maintenance practices
- improper usage of the conveyor
- conveyor component quality
- management disinterest in (i) to (iv) above.
In order to improve in-plant conveyors, the above 5 categories should be examined in detail, however in many instances, personnel are not available to conduct such examinations. This paper describes some of the methods used by specialized auditing engineers to identify root causes of in-plant problems. Case studies will be offered to illustrate the methods.
2. Design Reviews
Many processing plants (cement, alumina, coal, steel mills, chemical and others) can consist of up to 50 small conveyor belts, and there are larger plants that have closer to 70 belts in the system. Often, these conveyors have been designed on an individual basis using static forces. Multiplying factors are applied for the motors and drive selection, and designs are usually accepted by the client based on lowest-cost. But such designs are not always optimum in relation to many of the points listed above. For example, oversizing a motor to ensure startup, or a decision to use a fixed take-up, can result in the following chain of events:
1. Oversized Motor - Direct Coupling - Short Belt
Very rapid start time
splice failure
belt lift-off
material spillage
pulley failures
excessive take-up travel
2. Fixed-Screw Take-Up
Inadequate belt tension control
slow onset of slip (and, fire) as belt stretches
lack of ability to remove slack belt requiring resplicing
inability to control slip as a function of throughput
inability to upgrade conveyor to higher tonnages
dynamic forces can be a maximum with this design feature
increasing levels of dust escaping from the loading area
excessive belt cover wear
power increase as belt sag increases due to stretch and lowering of overall belt tensions
frequent tripping-out and stress-cycling of all other in-line conveyors that are forced to shut-down and restart as the result of one poorly designed belt.
One could list a multitude of similar cascades for other design flaws. In a design audit, the use of specialized knowledge based on site experience is essential if the root cause of the problem is to be found and rectified. Two examples of actual design flaws are offered to highlight some of the consequences of inadequate design.
2.1 Case Study No. 1 - Port Facility - (Coal)
Fig. 1 illustrates the conveyor profile of a 800 PIW belt that caught on fire twice and suffered repeated bend pulley failures. Investigations and site measurements revealed the following observation and effect relationships as shown in Table 1 .
Fig. 1: Situation for Case Study No. 1Table 1: Observation of conditions that lead to downtime at a port conveyor
|
Observation |
Effect |
| 1. Gravity takeup with high friction in guides | 1. Inefficient removal of stretch from load, side, lowering of T2 tension to the point of slip, fire. |
| 2. Gravity take-up value below design calculation | 2. Predisposes system to slip at high tonnages |
| 3. Bend pulleys out-of-round | 3. High dynamic loads on pulleys |
| 4. Bend pulley support structure bolts loose | 4. Excess flexure of bearings in pulleys and cracking of rim |
| 5. Take-up dynamically bouncing when guides redesigned for free travel (vibration forced by pulley eccentricity) | 5. Mass-spring resonance causing impulsive tensions at T2 and increasing potential for drive slip and increasing pulley failure potential at high tonnages |
The solution was a design that detuned the system, removed eccentric pulleys and increasing the gravity mass in relation to belt stiffness.
2.2 Case Study No. 2 - Power Station
Fig. 2 shows the short conveyor used for stacking and reclaim of fine coal. Splice failures during the past 5 years could not be explained using basic design calculations. Observations and measurements were used as a basis to analyze the problem as shown in Table 2.
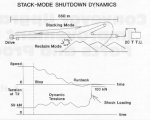
Fig 2: Situation for case study No. 2The solution in this case was to reduce the counterweight during normal running mode by a factor of 4, use a controlled winch or capstan to pretension the system for starting, and to apply ceramic lagging to the drive drum for stacking operations. The dynamics of starting and stopping were measured in the stacking mode to show the existence of large dynamic shock loads that can initiate splice rubber tearing.
In summary, a basic design may contain a number of hidden flaws that result in the poor operation of the conveyor. In many instances, these inadequacies do not become apparent until design upgrade is required.
A practical solution for examining modern plant design, including plant upgrade proposals, is to ensure that sufficient external design reviews occur that may identify and eliminate errors in system layout, design and component selection.
3. Dynamic Flow Properties and Plant Conveying
Difficult-to-handle bulk materials such as lime, sugar, cement, petroleum coke, tailings reclaim, alumina and crushed coal should be studied to determine their flow properties in
bins and chutes
vibratory feeders
during transfer to a belt conveyor.Bin and chute design is individual in each case [1]. For example, hopper angles, wall liners and bin outlet dimensions need to be determined based on material particle size and internal shear characteristics as well as other factors such as moisture content, adhesion and cohesion. Although the flow properties of a bulk material can be determined to a representative level using shear-cell testing and other experimental data, the characteristics of material flow in un-confined space is not easy to predict. Wind effects, change in material characteristics (cooling, loss of moisture, turbulence and boundary layer drag) come together in such a way as to make material flow-in-air or on vibratory feeders more complex to analyze.
Transfer of a powdered material to a moving belt conveyor is often a source of major problems in new plants, due to the lack of understanding of the material flow properties at the initial design stage [2,3]. Some plant operators have lived with flow problems for many years, until a design audit or upgrade, when these issues are finally reviewed based on operational requirements.
Table 2: Observations of conditions that lead to downtime in a power station conveyor
|
Observation |
Effect |
| 1. Very large take-up mass (about 4 x larger than required to drive conveyor as a head drive system, but necessary to permit tail drive when in stacking mode) | 1. High splice pretension leading to high interply shear strain. |
| 2. Small radius bend pulleys | 2. High splice shear stress in bending resulting in buckling of inner plys and extremely high tension on outer plys in the splice. |
| 3. Belt cover cracking at the splice skive due to high tensions | 3. Water ingress into splice rotting of fabric, further degradation by ozone and UV attack |
| 4. Carry side snaps tight on stopping in the stack mode | 4. Shock loading on the splices and drive pulley |
Two of the well known problems with in-plant conveyors relate to material particle size and properties, namely
carry back
dust production
Carry back is a well documented and researched field. Fine materials that adhere to the belt surface are carried back as a thin film. If the belt cleaners happen to be mounted at a nodal point for belt flap, then the cleaner wears down, letting fine material carry back. The issue here is design. The cleaner life will be greatly enhanced, and hence carry back reduced, if there is prior knowledge of adhesion characteristics. Reduction of carry back, particularly as piles of dirt beneath idlers on the return run, leads to a system that is less likely to have belt dragging through abrasive fines (causing belt wear) and less prone to idler failure. The system will be easier to maintain. Fig. 3 illustrates some of these points, showing how vibration and scraper wear can result in carry back buildup.
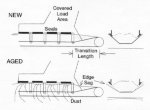
Fig. 3: Effect of incorrect scraper location on belt flap and cleaner wearDust production is also a problem related to the materials aerating capacity and the system design. Dust collection systems are designed and built to remove dust from in-plant conveyors. Nevertheless, as conveyors age, the following process occurs;
Belt stretch on the edges due to tight transitions
Extra sag on edges at load point causing dust sealers to open up - dust puffing occurs
Grit and dust begins to flow out of the loading zone and into the plant, where it mixes with water and other dirt
Belt wear and sealing skirt wear accelerates
Take-ups become slowly jammed by dirt and become less than 100% effective
Maintenance is not scheduled in the area due to the initial performance
Conveyor components start to fail.
Fig. 4 illustrates the process of dust emission escalation from a sealed transfer. Scenarios of this nature are fairly common and need to be taken into account in the design stage to ensure maximum long-term conveyor reliability. A methodology employing measurement, analysis, design application and re-measurement at completion of construction is an ideal solution for these plant operators wishing to ensure a maximum level of conveyor reliability.

Fig. 4: Effect of age and belt edge-stretch on dust production4. Upgrading Issues: The Site Audit
One of the most common questions raised by plant operators relates to increasing conveyor capacity. Apart from the obvious issues of conveyor capacity, the concept of increasing speed to increase throughput, (changing a gearbox) may not always be a solution if the motor power is not sufficient. Other mechanical issues related to increasing capacity include belt and splice safety factor, take-up travel limitation as more belt stretch will occur, the type of takeup, the angle of wrap on the drive drum and its frictional characteristics [4].
Generally, there needs to be an evaluation of the conveyor tensions as an initial starting point, but more importantly a site inspection or audit by qualified engineers who can measure and quantify the existing system of conveyors is required. Up-grading a plant really involves many facets of conveyor engineering and bulk materials handling. For example, the stopping times of each in-line plant conveyor needs to be reviewed at an initial upgrade design, however it is more accurate to physically visit the plant, collect data, measure conveyor base-line performance, and produce a set of upgrade design plans that relate to the real system [5]. As well as conducting a site audit in the existing conveyors as a stand alone set of components within the plant, it is necessary to conduct product flow analysis, chute design reviews (for flow capacity), feeder rate analysis and dust extraction capacity analysis.
Dynamic considerations also need to be catered for in upgrading conveyor systems. For example, the belt flap issue mentioned earlier may not be a problem in the existing plant, but if belt speed is increased, or belt width is increased, vibrations along the belt returns may occur. Vibration of the return belt causes dust generation and idler dynamic loads that result in bearing failures. Increasing belt speed also increases the time for the conveyor to come to rest, which is turn could cause flooding at the load-point of the next conveyor.
All of these issues are just a small sub-set of the bigger set of upgrade related issues that are best addressed by a site measurement audit that encompasses computer-based forward modelling of required operation.
5. Concluding Comments
A very limited number of factors that affect conveyor reliability have been addressed. There are issues raised in this paper that have generally not been addressed by the powder handling industry, particularly those related to upgrading of plant and equipment.
Crucial to the reliable operation of in-plant conveyors is the initial design. Designs that are simply based on mechanical analysis may work well as a stand-alone unit, but when operated in conjunction with other plant equipment and conveyors, system issues limit reliability. Discussion on some of these system issues has highlighted the need to properly understand all of the complex interactions at work in a total plant environment.
One way to achieve this knowledge base is the site audit which specifically sets out to measure and quantify all the important factors that could reduce on-line availability. The findings may then be implemented in a system upgrade. Upgrades that require design changes may also need to undergo a design audit to ensure that upgrade proposals are feasible in terms of the material flow and dynamics of the conveyor.
References
[1] ROBERTS, A.W.: Bulk Solids Handling - Recent Developments and Future Directions. Bulk Solids Handling Vol. 11 (1991) No. 1 pp. 17-35.
[2] HARRISON, A.: Discharge of Bulk Materials from Belt Conveyors using a Layered Particle-size Simulation for a PC. Powder & Bulk Solids Conf., Chicago(1990)
[3] HARRISON, A.: Feeding Dynamics and Spillage from Belt Conveyors. Powder & Bulk Solids Conf., Chicago, (1990), (Workshop 20)
[4] HARRISON, A.: Mechanisms of Force Transfer on Conveyor Belt Drive Drums. Bulk Solids Handling Vol. 12 (1992) No. 4 pp 529-536
[5] HARRISON, A.: Modern Design of Belt Conveyors in the Context of Stability Boundaries and Chaos. Phil. Trans. Royal Society, London, Vol 338, (1992) pp 491-502
Prof. Dr. Alex Harrison,
President |
![]()