| Examples of Good and Bad Chute Design
|
|
Jonathan Page B.Sc. (Mech
Eng) GCC.
Acknowledgements : The
Bionic Research Institute, Chute Design Conference 1991
Anglo American Corporation have reviewed the design of chutes handling hard materials such as gold and diamond ores.
This paper provides user feedback. Current chute design philosophy is explained, and examples of good and bad chute design discussed.
Jonathan Page is Divisional Mechanical Engineer at Anglo American Corp. heading up the mechanical design section. The section concentrates on materials handling, shaft conveyances, and high pressure piping and pumping.
SYNOPSIS
This paper gives feedback from the Anglo American Corporation on chute design for hard materials (diamond and gold ores). The current design philosophy is explained and examples of good and bad chute designs are given.
Great variability in the material characteristics can compromise the final chute design. Before design it is essential to test the material characteristics. Where possible, final designs should be tested and optimised in pilot plants.
Current practices to combat wear problems are given.
1. INTRODUCTION
The Anglo American Corporation of South Africa Limited administers various coal, diamond and gold mines.
The bulk materials handling equipment that is common to all the mines includes belt conveyors, hoppers, silos, feeders and chutes. Chutes are the linking pieces in the materials handling chain. They are the essential means of guiding and directing materials between the various storage, transport and process items of equipment. Thus chutes have a common purpose.
The Mechanical Engineering Department has developed optimum chute designs over the years. Such successful designs have evolved on a trial-and-error basis, where site modifications and the feedback of operating experience have directed the work.
This paper will give practical examples of good and bad chute designs for hard materials (diamond and gold ores).
2. PRINCIPLES OF CHUTE DESIGN
There are five basic design objectives:-
-
to guide material on to a conveyor belt, at the speed of the belt, in the direction of belt travel.
-
to eliminate material spillage.
-
to enclose material dribbles.
-
to enclose material from operating personnel.
-
to eliminate dust liberation.
3. CURRENT DESIGN PHILOSOPHY
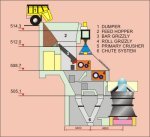
Chutes are transfer points in a materials handling plant. They often demand more attention and can be the source of more downtime than the conveyors or equipment that precede or follow them. Ideally the chutes are designed first, and then the plant equipment and structures are placed around them. This is sometimes not possible due to other constraints. For example, such constraints are the presence of critical supporting steelwork, space restrictions underground and existing plant where modifications are required. As a result, chutes may suffer and the final design can be a compromise (Fig 1 shows how not to design a chute).
The nature and characteristics of the equipment before and after the chute are clearly defined. If a conveyor belt, what is the belt width, belt speed, loaded I material profile, material trajectory? What is the height through which the material must fall? Does the material have a single flow path, or are there alternative flow paths?

Fig 1: How not to
3.1 Material Characteristics
Although chutes have a common purpose, they have to accommodate a wide variety of material characteristics. Minerals are found distributed in many different geological areas. In addition, each geological deposit often contains materials with different properties.
There are two types of diamond deposits: a volcanic pipe and an alluvial deposit (along river paths and coastlines). In volcanic pipes, material near the surface is weathered and produces a high proportion of fines. Deeper underground, the material becomes harder and less weathered. However, this material weathers quickly and produces fines due to crushing and processing stages towards the smaller size ranges.
Gold mines are usually at considerable depth. The rock is dense, hard and abrasive. However, there are a few open cast gold mines where the material characteristics are significantly different.
Therefore, there is a variation in material characteristics:
-
between diamond and gold ores
-
between ores in different deposits
-
between ores during the life of a mine.
Material characteristics can change from season to season, or even day to day, on the same mine.
Chutes are designed for the worst possible conditions and material characteristics. It is essential to derive by testing the material characteristics such as size distribution, maximum lump size, moisture content, angle of repose etc. For changing conditions, the spectrum of characteristics is required.
3.2 Pilot Plants
Pilot plants or sample plants are useful, not only to the extractive metallurgist and plant operator, but also to the chute designer. Such plants enable chute designs to be tested and optimised on the actual material to be handled.
Chute design sometimes needs to be finely tuned to the material being transferred. It is often found that only minor site modifications are required to turn a problem chute into a successful one.
3.3 Operating Mines
It is essential to get feedback from operating mines on what does not work and what was done to rectify the problems. Otherwise, previously inadequate design drawings are copied for future projects, thus perpetuating the problems.
3.4 Erection and Maintenance
Underground chutes are constructed of bolted panels in manageable body panel sizes.
Surface chutes are fabricated from longer, welded, box sections. However due attention is paid to access to liners and erection between floors of a building.
Chutes must be easy to assemble and install. They must be effective in their job and require minimal maintenance. Wear resistant liners must be cost effective, strategically placed and be easily changed.
4. PARAMETERS OF CHUTE DESIGN
The following parameters are used to differentiate between good and bad designs. In the future, the aim is to produce design guidelines for use as an office standard.
4.1 Chute Angles
The angle of repose for dry, run-of-mine gold ore is generally taken to be 38. The optimum chute angle in this case has been found to be 50-55. Angles less than this are avoided. The same angle is true for dry, run-of-mine diamond ore, e.g. kimberlite. However, the inclusion of large amounts of fines, together with water, renders the prediction of repose somewhat difficult. In mud-rush situations, the surcharge angle can be 0. This is, however, an exceptional condition and is not used as a design case.
In diamond plants, a chute angle of 45 is only acceptable in final recovery and
sort house areas where the material is crushed, washed, sized and "guaranteed" to be dry .
Chutes with valley angle geometries need careful attention. In a chute with two adjacent 55 plates, the valley angle will be 45. Hence there is the danger of material build-up in the valleys. The valley angle is increased accordingly, or designed out, e.g. in a vertical sided chute.
In a chute extended to carry the fines from belt cleaners, angles in excess of 700 are required to prevent build-up of the often sticky, wet, fine material that is removed from the belt. The fines (or slimes) that stick to the belt have effectively no angle of repose -they hang upside down. Thus if there is any build-up on the chute plates, it will rapidly lead to blockages or spillage (Fig 2) .
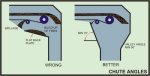
Fig 2: Chute angles
4.2 Conveyor Head Chutes
The trajectory of material flowing from the head pulley of a conveyor belt is predictable. Trajectories are sensitive to belt speed, material load profile, size distribution and moisture content. The trajectory is estimated from the centre of area of the material profile. If the belt line is taken, the discharged material will impact the head chute hood higher up than predicted. Once the trajectory is determined, the chute hood is designed around the material flow path (Fig 3).
Conveyor belt capacities are often subject to change in the life of a process plant. Changing throughput requirements will most likely produce changing belt speeds. Trajectories and the resultant impact zones will change. Thus the effects on head chute design are assessed (Fig 4).
Inspection access covers are located out of the material impact zone or flow path. Cover plates are sized and hinged so that a man can easily open them. Once opened, they must not fall back with the possibility of injuries (Fig 5) .
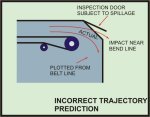
Fig 3: Incorrect trajectory

Fig 4: One method to cater for
varying loading/speed
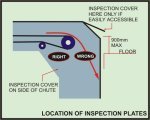
Fig 5: Location of inspection
plates
Effective belt cleaning is a "must" for any conveyor belt. However. The removed material has to be efficiently transferred away from the belt cleaner. In some cases, a belt cleaner performs the duty of a secondary discharge device. Snub pulleys behind head pulleys produce dribbles which should be suitably handled. Thus. not insignificant volumes of material must be combined with the main stream. Steeper chute angles are important here as mentioned earlier. Such belt cleaners and dribble chutes are often in a most inaccessible area and therefore tend to be neglected. Sufficient access is considered at the design stage of a head chute. Alternatively. the removed material can be handled separately and not combined with the main stream.
On a safety aspect, the sides of ahead chute enclosing ahead and snub pulley should be extended backwards sufficiently to cover all possible nip points on the belt.
4.3 Chute Widths
Chute widths are usually designed to suit the piece of mechanical equipment that follows the chute. Nevertheless, chutes are designed to a minimum width of three times the maximum expected lump size. For example, for a 300 mm lump size, the chute should be 900 mm -1 m square. Ideally, facilities are used to remove rogue material from a materials handling system as early as possible. In run-of-mine ore, such rogue material, consisting of outsize rock slabs, tramp iron, timber, etc., would easily choke a properly designed chute.
Another important consideration is the volumetric flow rate of the material. Once the chute is sized for the largest lumps, it is also sized for the volume to be handled.
4.4 Changes In Flow Direction
Where one conveyor transfers to another conveyor, the easiest configuration for the chute is when the conveyors are
in-line with each other. Conveyors at 900 to each other involve chute work that is more complex but can be achieved without many problems. A common rule of thumb is to provide twice the belt width as vertical height for
in-line transfers, and 3,5 to 4 times belt width for 90 transfers. This generally allows sufficient height to enclose dribbles, etc.
Most problems are encountered when conveyors are at a small acute angle. Such small changes of direction involve awkward chute geometries where there could be restrictions to the flow of material and problems of build up of material on shallow plate angles. The capture of dribbles also becomes difficult, since the scraping area is generally above open space
(Fig 6) .

Fig 6: Conveyors at a small
acute angle
As a general conveyor design principle, the material should be in constant uniform motion, not intermittent loading. Chutes perform better under uniform flow conditions.
4.5 Dead Boxes
Dead boxes have proved beneficial in gold ore situations where the material is relatively dry .Dead boxes are used to take the direct impact of material discharged from a conveyor into ahead chute. Other useful applications are in long chutes or high chutes where the momentum of falling material must be broken before reaching the lower conveyor belt. Changes of direction are also accomplished in this manner.. Once dead boxes are filled, they form the ideal deflection plate or impact wear plate, where the "plate" hardness is equal to that of the feed material (Figs 7 and 8).

Fig 7: Typical dead box

Fig 8: Cascade chute
In diamond plants, dead boxes are avoided for run-of-mine kimberlite conditions because of the high clay and moisture contents. However, they may be used later in the plant where the material is sized and washed, and then only with careful consideration in each design case.
In general, dead boxes are avoided where the material is very fine, wet or sticky. Here the dead boxes are not self cleaning, due to the absence of large particles to give a scouring effect, and the fine material will build up and cause blockages.
4.6 Conveyor Feed Chutes

Fig 9: Typical Langlaagte chute
dimensions
The Langlaagte chute is a well-known configuration throughout the South African mining industry .This chute was originally intended for run-of-mine ore situations to get the fines to flow. Standard dimensions, related to belt width, have been developed as a guide (Fig 9) .Where a number of Langlaagte chutes feed a single conveyor belt, every chute except the first one is designed either higher or pivoted up out of the way when not in use.
The underside of the feed chute skirts should rise, in the direction of belt travel, to a maximum of 50 mm above the belt. Chutes should be positioned at a minimum distance in front of the tail pulley of a conveyor belt. This is to avoid the transition distance where belt troughing is not ideal (Fig 10).
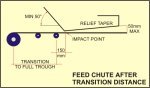
Fig 10: Feed chute after
transition distance
Radial doors are used successfully in chutes under ore passes or silos. Apart from primary on/off feed control, they perform an effective mud-rush control function. (Langlaagte chutes are ineffective against mud-rushes). Radial doors suffer from the possibility of jamming when closed. The normal air cylinder used to open the door can be enhanced by adding a knocker arm between the cylinder rod and the door. Thus the door can be closed with full force, opened with reduced force, or hammered open (Fig 11) .
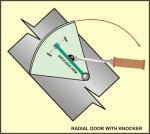
Figure 11: Radial door with
knocker
4.7 Flapper Gates
Flopper gates are used when one conveyor is required to feed either of two discharge points. Thus a bifurcating chute arrangement is required where each flow path must satisfy the general chute design guidelines. A critical area is the hinge of the gate which should be placed above the apex of the double chute. Thus the gate is self cleaning and rock traps, which could jam the gate, are avoided (Fig 12).

Fig 12: Flopper pivot above apex
4.8 Construction
Underground chutes have to be transported in confined shaft compartments and narrow haulages. Installation sites are often constricted because of the low headroom and the presence of the conveyor structure. Hence construction should be by means of bolted body panels of manageable sizes. Body plates are generally 6mm to 10 mm thick with 70 mm x 70 mm x 8 mm angle stiffeners. Side plates are bolted to the body by angle construction, with the connections in shear where possible. The top cover is extended over the sides and is bolted down.
Surface chutes are made from longer/taller box sections welded together, with due attention to liner access and erection needs.
The construction material is structural steel to SABS 1431 Grade 300WA.
Adequate access is required by the operating and maintenance staff on the mine. Access is an important consideration in chute design and the associated structural steelwork. Lifting beams are designed for the replacement of liners, and the removal of bolted panels in maintenance operations. Hence inspection access and maintenance access are important considerations.
4.9 Lining Materials
Side liners are generally 12 mm to 16 mm thick and extend up to 3 times the depth of material flow to cater for surges. Bottom liners are up to 25 mm thick. Liner plates are sized for a maximum mass of 30 kg each, so that replacement in confined spaces is easier. Dead boxes have lip liners.
Quenched and tempered steel plate, with hardnesses of BHN 400 or BHN 500, is increasingly used for liner material. In high wear applications, these materials are most cost effective in terms of price and life, with thinner plate sizes specified. However, project engineers may choose mild steel for lower wear applications.

Fig 13: Across line rail mat AND
Fig 14: In-line rail mat
In certain circumstances, rail mats have been used on the bottom chute plates. Thus, horizontal rows of rails are bolted to the chute plate at 900 to the direction of flow, forming a bed of dead boxes. Alternatively the rails are set in line with the flow to allow self cleaning (Figs 13 and 14).
Diamond ore fines and dribbles have been found to move more effectively on PTFE liners such as 'ISOLIDUR" or "VESCONITE", This type of liner is not effective in high impact areas.
4.10 De-Dusting
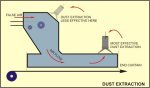
Fig 15: Dust extraction
For dry diamond ores especially, transfer chutes are de-dusted. Here, chutes are enclosed with a dust extraction system applied preferably after the transfer point to the belt. Chute skirt plates have rubber seals to stop too much false air entering the chute. The rubber seal should not be made from old conveyor belting, as the resultant seal is ineffective. The proportions of the chute and skirts are generally dictated by the de-dusting requirements, such as air volume and pick-up velocity (Fig 15).
In general, feed chute skirt widths are two thirds of projected belt width, not two thirds of actual belt width as was common practice.
The skirt seals are seen as seals and not as a means of containing the material on the belt. There are cases where the skirts are terminated too high above the belt, resulting in long, floppy seals. These very easily flop over the edge of the belt, making effective belt training impossible. This is generally the case when the skirts are too wide as well. The long skirts are also subject to material loading, which increases the resistance to motion of the conveyor, adding to power and tension, and accelerating the conveyor belt top cover wear (Fig 16)
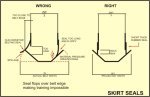
Fig 16: Skirt seals
When de-dusting is not required e.g. on gold mines with wet materials, there is no need for rubber skirt seals. Unnecessary skirt seals wear out the belt top cover and add to frictional resistances. It is better to redesign the skirts themselves in this instance.
5. CONCLUSIONS
Optimum chute designs have been developed over the years. Such successful designs have evolved on a trial-and-error basis, where site modifications and the feedback of operating experience have directed the work.
Great variability in the material characteristics can compromise the final chute design. Before design it is essential to test the material characteristics. Where possible, final designs should be tested and optimised in pilot plants.
6. ACKNOWLEDGEMENTS
The author would like to thank the Anglo American Corporation of South Africa Limited for permission to publish this paper. Thanks are also due to colleagues in the Mechanical Engineering Department who have contributed to this paper in many ways.
